酒精厂废水综合治理工程设计实践

酒精生产过程中产生的高浓度有机废水(COD、BOD值高,并含有悬浮物、酸、醇、醛等),其处理一直是环保工程领域的重点与难点。一套有效的废水处理工程,不仅关乎企业达标排放与可持续发展,更对保护水环境具有重要意义。本文将系统阐述一套针对酒精厂废水特点的、行之有效的污水处理工程设计思路与核心工艺。
一、 设计基础与水质特点分析
- 设计进水水质:典型的酒精废水(以玉米、薯干为原料)CODcr浓度通常在20,000-50,000 mg/L,BOD5在10,000-30,000 mg/L,pH值偏酸性(4.0-5.0),且含有一定量的氮、磷及悬浮物。
- 设计出水标准:必须严格遵守国家《发酵酒精和白酒工业水污染物排放标准》(GB 27631-2011)或更严格的地方标准,通常要求CODcr ≤ 100 mg/L,BOD5 ≤ 20 mg/L,pH 6-9等。
- 核心设计原则:遵循“清洁生产与末端治理相结合、资源回收与达标排放并重”的原则,优先考虑能源与资源的回收利用。
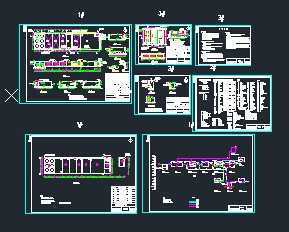
二、 核心处理工艺流程设计
推荐采用“预处理 + 厌氧生物处理 + 好氧生物处理 + 深度处理”的联合工艺路线。
- 预处理单元:
- 格栅与沉砂池:去除原料夹带的大颗粒杂质及砂砾。
- 调节池:均衡水质水量,避免对后续生化系统造成冲击。池内设预曝气或搅拌装置,防止沉淀和酸化加剧。
- pH调节池:投加碱(如NaOH、石灰),将废水pH值调节至6.5-7.5,满足厌氧微生物的最佳生长范围。
- 初沉池或气浮池:进一步去除废水中比重较大的悬浮颗粒及部分胶体物质,降低后续处理负荷。
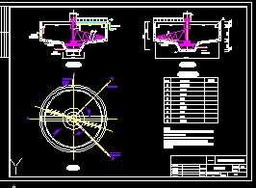
- 厌氧生物处理单元(核心资源回收段):
- 技术选择:采用高效厌氧反应器,如内循环厌氧反应器(IC) 或升流式厌氧污泥床(UASB)。IC反应器因其负荷高、抗冲击能力强、产沼气效率高而成为优选。
- 功能:在此单元,废水中80%-90%的有机污染物被厌氧微生物分解转化为沼气(主要成分为CH₄)。沼气经脱硫、脱水等净化处理后,可回收用于锅炉燃料或发电,实现能源回收。废水COD大幅降低,为后续好氧处理减轻负担。
- 好氧生物处理单元:
- 技术选择:承接厌氧出水,采用序批式活性污泥法(SBR)、膜生物反应器(MBR)或改良型活性污泥法(如A/O工艺)。SBR工艺运行灵活、脱氮除磷效果较好,适用于中小规模酒精厂;MBR工艺污泥浓度高、出水水质好,但投资与运行成本较高。
- 功能:进一步降解剩余的有机污染物,并完成氨氮的硝化与反硝化过程,实现深度脱氮。
- 深度处理与消毒单元:
- 技术选择:好氧出水经二次沉淀后,若仍难以稳定达标,可增设芬顿氧化(Fenton)、混凝沉淀或生物炭滤池等深度处理工艺。
- 消毒:采用紫外线消毒或次氯酸钠消毒,确保出水粪大肠菌群数等指标达标。
- 污泥处理:系统产生的剩余污泥(主要来自好氧段)需进行浓缩、脱水(如使用带式压滤机或板框压滤机)处理,形成泥饼外运安全处置。厌氧颗粒污泥可长期保留在反应器内,流失量少。
三、 工程设计关键点与优势
- 能源正向回收:通过高效的IC厌氧反应器,将废水中的化学能转化为沼气能源,抵消部分甚至全部污水处理能耗,实现“以废治废、变废为宝”。
- 系统稳定性高:“厌氧+好氧”组合工艺耐冲击负荷能力强,能有效应对酒精生产周期性排水和水质波动的特点。
- 运行成本优化:厌氧段去除了大部分有机物,极大地减少了好氧段的曝气能耗(约占污水处理厂总能耗的50%-70%),长期运行经济性显著。
- 资源化潜力:处理后的出水若达到相应标准,可考虑用于厂区绿化、冲洗等,实现水资源的循环利用。
四、 结论
针对酒精厂高浓度有机废水,一套以“预处理—IC厌氧反应—SBR好氧处理—深度保障”为主体的处理工程,在技术上成熟可靠,在经济上具备能源回收与节能降耗的双重优势。成功的工程设计必须基于精准的水质调研,并紧密结合企业的实际生产规模、场地条件与投资预算,进行个性化设计与优化,方能确保系统长期、稳定、高效地运行,最终实现环境效益、经济效益与社会效益的统一。
如若转载,请注明出处:http://www.zlhb4.com/product/4.html
更新时间:2026-03-15 12:05:50